")
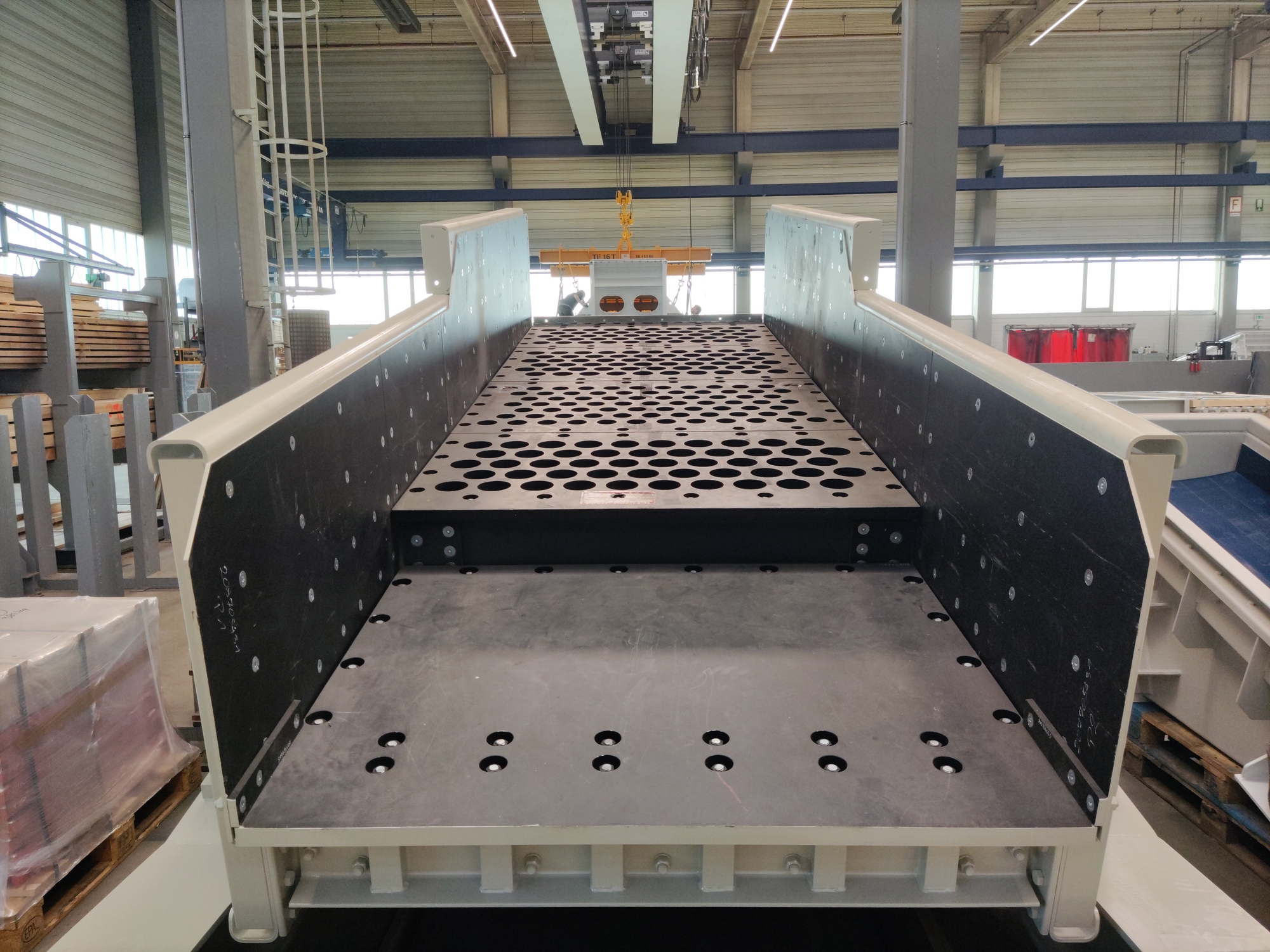
Haver & Boecker Niagara, a leading provider of processing and handling solutions, recently achieved great success with their recycling project aimed at screening wet battery acid. With our commitment to sustainability and environmental responsibility, we took on the challenge of finding a way to recycle this difficult material. The project involved developing specialized equipment to efficiently and safely handle the unique properties of the material.
The team at Haver & Boecker Niagara designed and delivered a stainless steel 4’x16′ L-Class 1-Deck screening machine, along with a dust enclosure to prevent any potential hazards. The machine was specifically tailored to handle wet battery acid, ensuring maximum efficiency and accuracy in the screening process.
Thanks to their innovative approach and expertise, Haver & Boecker Niagara’s recycling project has been a huge success, with the equipment performing beyond expectations. This has not only provided a sustainable solution for handling battery acid waste but also helped reduce the environmental impact of such hazardous material.
Overall, Haver & Boecker Niagara’s successful recycling project has demonstrated their commitment to finding innovative solutions for complex challenges and their ability to deliver high-quality equipment that meets the unique needs of their clients. We are proud to have played a role in this important endeavor, and we look forward to continuing our work in the recycling industry.
Technical Details:

")
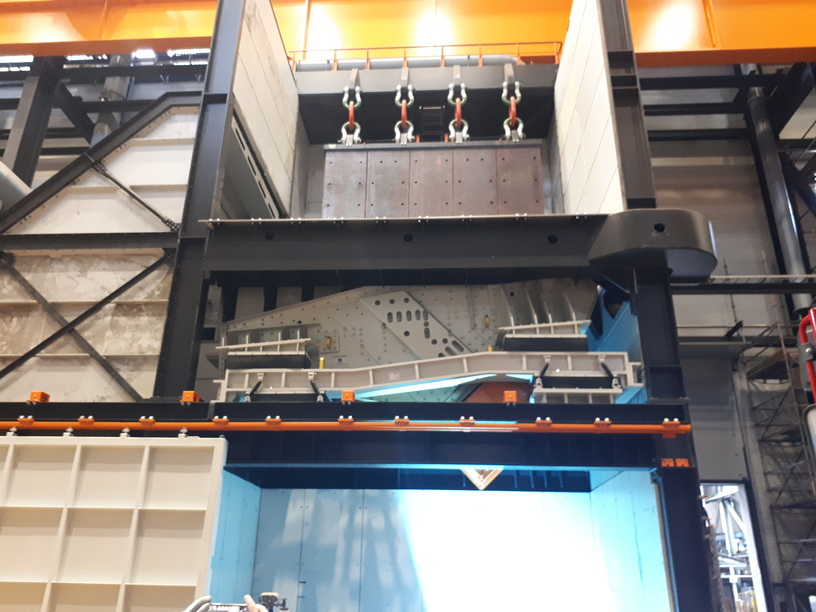
Haver & Boecker Niagara has once again raised the bar in the industry by constructing the heaviest screening machine in Europe, the Niagara XL-Class 3.400 x 6.250 1D. This machine is specifically designed for processing non-ferrous metallurgical slags, with a weight of 61 tons, capable of both dry and wet processing. The Niagara XL-Class 3.400 x 6.250 1D is equipped with an insulating frame that minimizes dynamic forces, ensuring heightened safety for the operators. This was a critical factor in the construction of the machine, as the immense cyclic loads put strict restrictions on the safety of the operators. The screen successfully ensures a cut size of 500 mm and can handle grain sizes up to 2,800 mm. It has a peak load weight of 20 t and an oscillating weight of 45 t, with an oscillating amplitude of approximately 12.8 mm. To maximize machine reliability and extend maintenance intervals, the Niagara XL-Class 3.400 x 6.250 1D is equipped with a bridge-mounted exciter drive system. Its large deck size accommodates maximum feed rates, making it a versatile and efficient option for the processing of metallurgical slags.
In conclusion, Haver & Boecker Niagara’s XL-Class 3.400 x 6.250 1D is a testament to the company’s commitment to innovation and meeting the demands of their customers. This custom unit is a game-changer in the industry, providing an efficient, safe, and reliable solution for the processing of metallurgical slags.
Technical Details:







")
Introduction
Haver & Boecker Niagara, a leading provider of mineral processing systems, recently completed a successful project for a client looking to process electric furnace slag. With a capacity of 100 tons per hour, Haver & Boecker Niagara utilized their state-of-the-art Niagara T-Class 1.500 x 4.000 3D screening machine to efficiently and effectively separate the material into three different cut sizes: 11mm, 8mm, and 5mm.
From start to finish, Haver & Boecker Niagara worked closely with the client to ensure that the equipment met their exact specifications and needs. The Niagara T-Class 1.500 x 4.000 3D screening machine proved to be the perfect solution, providing high-quality and accurate separation while also being easy to maintain and operate.
Thanks to the successful collaboration between Haver & Boecker Niagara and the customer, the project was completed on time and within budget. The new equipment has helped the slag producer to streamline their operations, increase efficiency, and ultimately, achieve greater success in their business. Overall, the project showcases Haver & Boecker Niagara’s commitment to providing innovative and reliable solutions for their clients, and their ability to deliver exceptional results.
Technical Details:
")
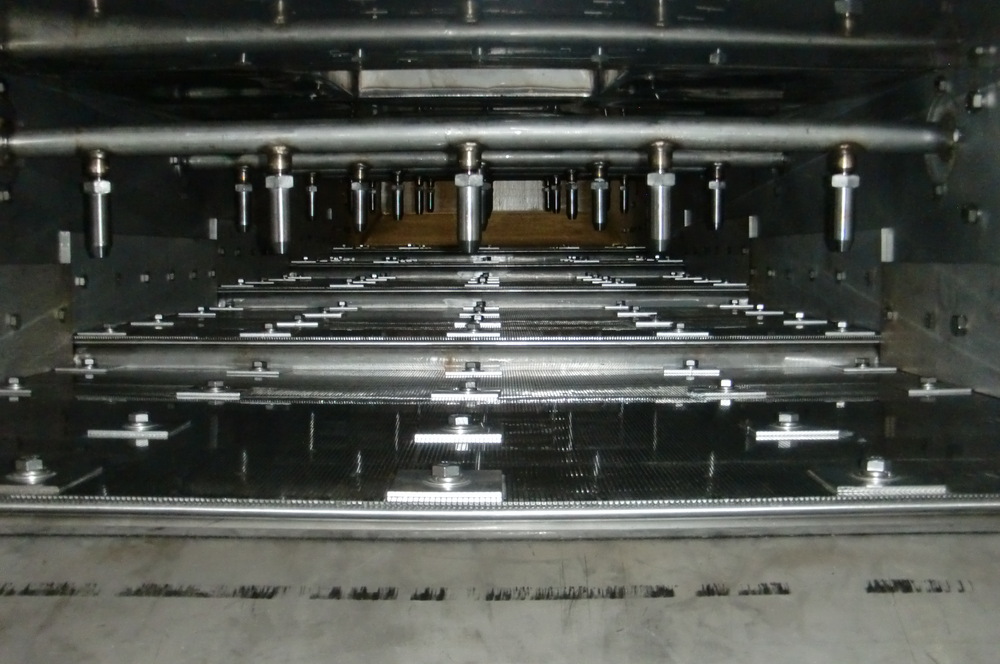
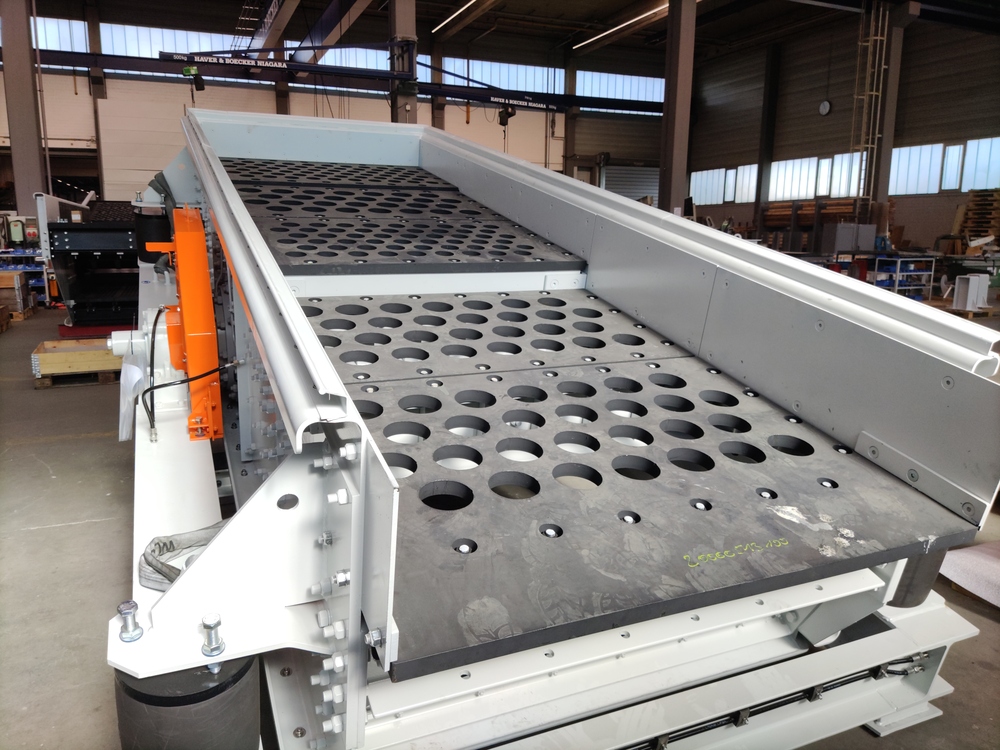
Haver & Boecker Niagara, a leading provider of screening and pelletizing solutions, has successfully completed a major recycling project. The company was tasked with developing a system for recycling slag, a byproduct of steel production. After careful analysis and planning, Haver & Boecker Niagara delivered two pieces of cutting-edge vibrating screens: the eccentric driven Niagara F-Class S 1600 x 4700 1D and the concentric Niagara T-Class S 1200 x 2500 1D.
The F-Class, with a capacity of 250 tph and cut sizes of 0-350 mm, was used for primary screening of the slag. The T-Class, with a capacity of 100 tph and cut sizes of 30-150 mm, was used for secondary screening. Both machines were fitted with perforated plate screen media, which ensured optimal performance and efficiency.
Thanks to Haver & Boecker Niagara’s expertise and innovative approach, the recycling project was a resounding success. The equipment delivered exceptional results, allowing the client to efficiently process the slag and extract valuable materials. The project was also completed within the specified timeframe and budget, demonstrating Haver & Boecker Niagara’s commitment to delivering quality solutions that meet their customers’ needs.
Technical Details:






")
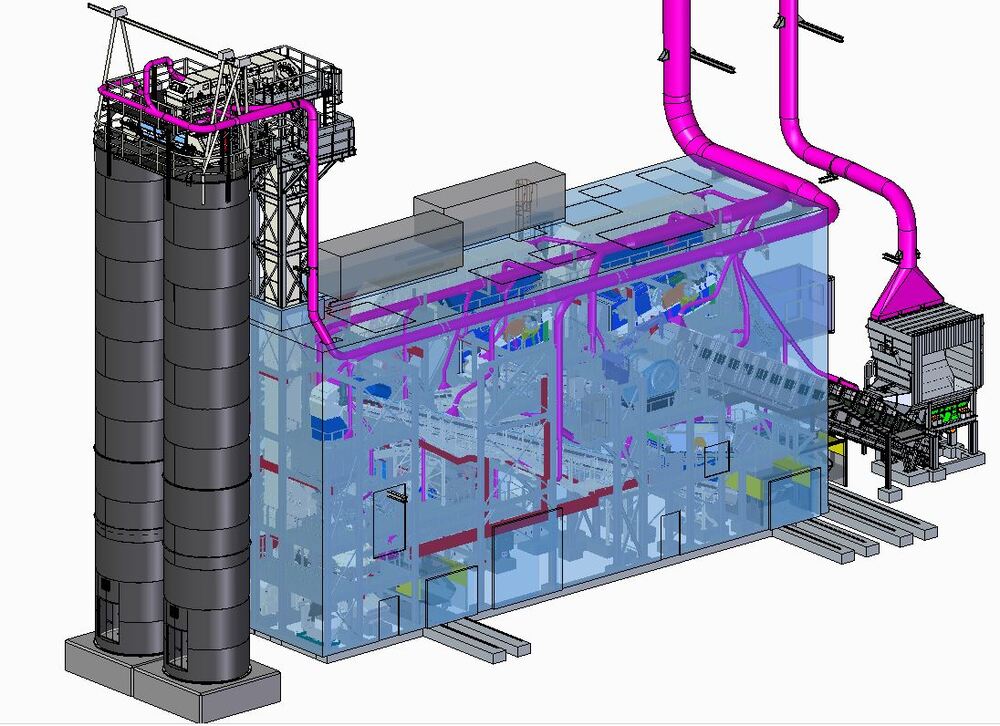
Slag recycling is crucial for reducing the carbon footprint of various industries, as it helps in the efficient utilization of waste material, thereby reducing the need for raw materials. Haver & Boecker Niagara, a leading provider of screening and pelletizing technology, is committed to driving sustainability by developing innovative and efficient recycling solutions. Recently, Haver & Boecker Niagara successfully completed a metallurgical slag recycling project for cleaning of landle/magnesite stone. The company developed a complete screening and crushing plant for reducing slag from bucket excavations with a size of 500 mm down to 0 to 2 mm for one of the market leaders in this field. The Niagara system have a capacity of up to 100 tons per hour, and is capable of processing pieces up to 500 mm in size. The project involved the use of Haver & Boecker Niagara’s advanced screening equipment and technology to separate and recycle the metallurgical slag into valuable raw materials. The result was a significant increase in the efficiency and profitability of the recycling process, even under difficult conditions, with a reduction in the amount of waste generated.
The plant is equipped with a high-capacity vibrating screen of the type Niagara XL-Class, Niagara eccentric vibrating screens, Pulce Condition Monitoring, conveyor, jaw crusher, and cone crusher to handle the tough and abrasive nature of the material. The design of the plant was compact to fit within limited building space, with dimensions of 40m length, 9m width, and 15m height. The plant also had to meet strict requirements for maintenance and access, as well as fire safety regulations. Dust and noise emissions were reduced using dust collection systems and soundproof enclosures. High demands were placed on the electrical, control and regulation technology (EMSR) applied in the plant. Another important requirement was a high level of protection against corrosion, with a class C4 High classification. This type of protection is required in industrial areas, coastal regions with moderate salt exposure, and chemical plants.Overall, the project demonstrates the potential of metallurgical slag recycling, and the role that advanced screening technology can play in making the process more efficient and sustainable.
The screening and crushing plant was successfully commissioned and exceeded the customer’s expectations in terms of processing capacity, performance and particle size reduction. The complete screening and crushing plant provided a cost-effective solution to the highest metallurgical company’s slag processing demands on efficiency, maintenance and environmental protection, while also overcoming the challenge of limited building space. The plant’s design, technology and performance have established Haver & Boecker Niagara as a leader in the field of metallurgical slag processing. Now, Haver & Boecker Niagara is committed to continuing its work in this area, providing innovative solutions for the recycling of valuable raw materials and reducing waste in the production process.
Technical Details:



")
Haver & Boecker Niagara, a German manufacturer of pelletizing and screening machines and complete processing plants, was approached by customer in the copper industry with a unique challenge. The customer needed a customized pre-sorting system capable of handling up to 21 tons of slag and magnesite stone per hour, with individual pieces weighing as much as 20 tons. The screening system needed to be able to sort and separate materials larger than 500 mm, crush those smaller than 500 mm, and maintain a compact footprint within a limited space of 16 m x 7.5 m x 13 m. The copper producer also required the system to be highly reliable, easily accessible for maintenance and repairs, and able to withstand high levels of corrosion.
Haver & Bocker Niagara’s engineering team rose to the challenge and developed a customized pre-screening plant for bucket breakage that met all the customer’s requirements. The system was designed to handle the large pieces of slag and magnesite stone and sort them into various sizes for further processing. The innovative technology was also designed to be compact, making the most of the available space, and easy to access for maintenance. The system was also designed to be highly reliable, ensuring that downtime would be minimized, and production would be maximized. Once the customized screening system was installed and operational, the customer was thrilled with the results. The complete sorting plant was able to handle the high volume of material, sort and separate it efficiently, and maintain high levels of reliability and accessibility.
The success of this project demonstrated Haver & Bocker Niagara’s ability to deliver customized screening solutions for customers in the slag recacling with unique needs in challenging environments. The project also showcased their commitment to innovation, reliability, and customer satisfaction, making them a trusted partner in the slag recycling sector.
Technical Details:

")
Haver & Boecker Niagara, a leading provider of mineral processing solutions, has recently undertaken a challenging recycling project and delivered innovative screening equipment to meet the unique needs of their customer. The company has recently made a remarkable accomplishment in the world of recycling by successfully developing a screening plant to handle highly abrasive steel slag.
Haver & Boecker Niagara’s team of experts recommended the use of their Niagara T-Class D150 2.400 x 6.000 3D screening plant, which can handle a capacity of 700 t/h and cut sizes of 10 mm, 25 mm, and 45 mm, with the ability to screen the largest pieces of 350 x 350 x 350 mm. Additionally, they provided the Niagara T-Class S130 2.100 x 5.000 1D screening plant, capable of handling a capacity of 400 t/h and cutting sizes of 45 mm, with the ability to screen the largest pieces of 90 x 90 x 90 mm.
The screening equipment was successfully installed and optimized, providing the customer with a reliable and efficient solution to process their steel slag. Haver & Boecker Niagara’s expertise and cutting-edge technology enabled them to meet the unique needs of the project and deliver exceptional results. Thanks to their innovative approach, the recycling project was a success, and the operator was pleased with the equipment’s performance, ultimately leading to a strengthened partnership between the two companies. With their latest recycling technology, Haver & Boecker Niagara continues to lead the way in the development of sustainable and efficient industrial processes.
Technical Details:
Request now







PROcheck combines our exclusive Pulse Vibration Analysis software with a complete machine inspection and screen media audit to increase your production and reduce unscheduled downtime.
 How it Works
How it Works
Our global network of experience allows us to solve the most unique problems.
Florian Festge, Haver & Boecker Managing Partner


